



 扫一扫
扫一扫




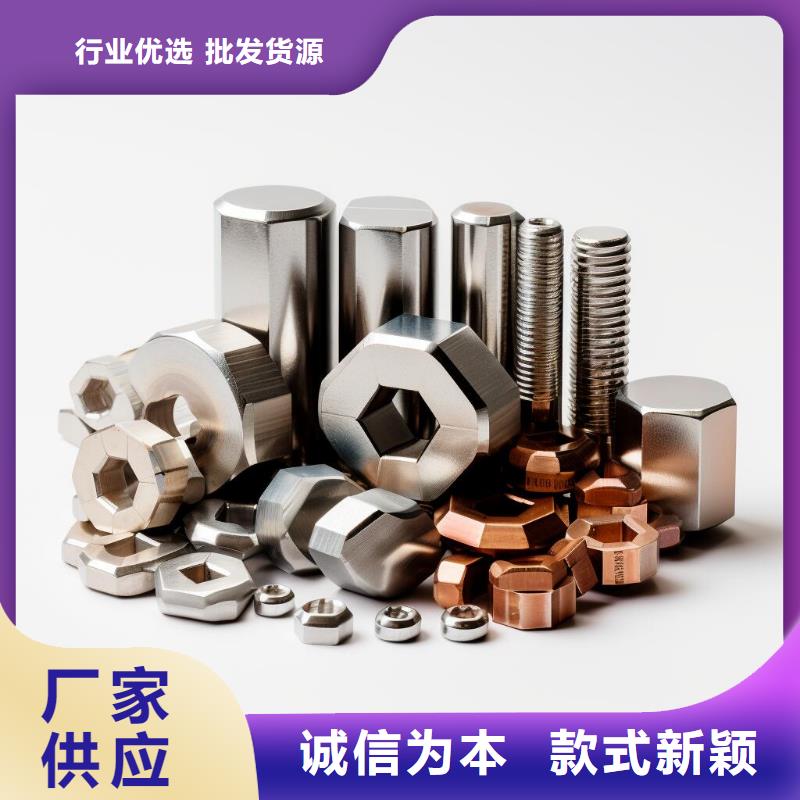
“追求品质,不忘初心”是表面喷砂处理(元开)机械设备(平凉市华亭市分公司)一贯坚持的产品理念。目前,表面喷砂处理(元开)机械设备(平凉市华亭市分公司)达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,表面喷砂处理(元开)机械设备(平凉市华亭市分公司)生产的所有 喷砂缸磨料阀、喷砂机气动调砂阀、喷砂专用砂阀产品均采用环保材料, 喷砂缸磨料阀、喷砂机气动调砂阀、喷砂专用砂阀制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!












技术支持:s797.com