值得信赖的骨料钢板库销售厂家视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:晋城泽州值得信赖的骨料钢板库销售厂家的图文介绍

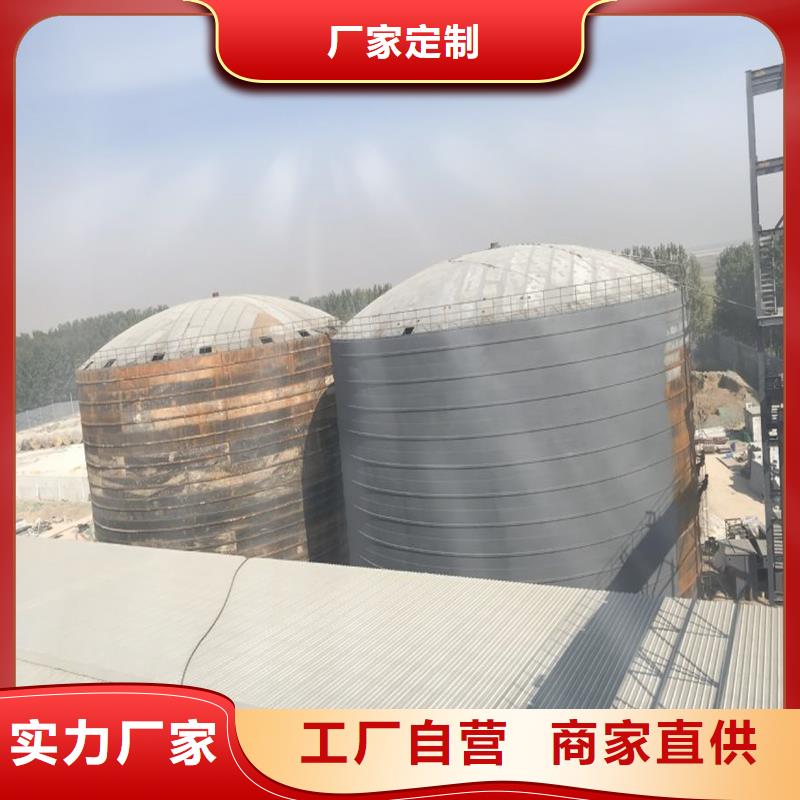
螺旋卷板钢板仓气密功能好、晋城泽州同城用处广。钢板仓因为选用卷仓专用设备弯折、晋城泽州咬口,在技能上能保证仓体任何部位的质量,所以它的密封是特别好的,可以存储水泥、晋城泽州本地粉煤灰、晋城泽州当地矿渣超细粉等粉状物料,在建材作业使用很广。如粮油加工作业:油厂、晋城泽州面粉厂、晋城泽州当地饲料厂、晋城泽州本地淀粉厂、晋城泽州米厂等;?螺旋卷板钢板仓缔造工期短、晋城泽州本地造价低。利浦缔造设备的成型、晋城泽州附近弯折线速度可以抵达5米/分,不需要搭脚手架及其他辅佐设备,因而工期极短。螺旋咬口钢板仓全用薄钢板制成,分量只恰当于同容量钢筋混凝土仓的钢筋分量,大大降低了造价。另外,因为它能用双层弯折法将筒体表里两种不一样的材料弯折、晋城泽州同城成型,可以较大高低地降低用于化工、晋城泽州附近环保等作业储存腐蚀性强物料的工程造价。


焊接式钢板仓在港口码头中的应用及其物流效率策略?
焊接式钢板仓在港口码头中的应用非常广泛,主要用于存储散货、晋城泽州集装箱等货物。其物流效率策略主要包括以下几个方面:首先,要优化钢板仓的布局和数量配置,确保货物的快速装卸和转运;其次,要加强钢板仓的自动化程度和智能化管理系统的应用,实现货物的自动识别和智能调度;此外,还需要加强与港口其他设施如装卸设备、晋城泽州本地运输车辆等的协同配合,提高物流效率; ,在钢板仓的设计和建造过程中还需要考虑环保和节能的要求,采用环保型材料和节能设备来降低能耗和排放。同时,还可以通过引入先进的物流技术和设备如自动化输送系统、晋城泽州本地智能仓储管理系统等来进一步提高物流效率。



裕盛钢板仓(晋城市泽州县分公司)供应 钢板库、立式玉米粮仓、玉米粮仓、粮食仓储设备,为您提供详细的 钢板库、立式玉米粮仓、玉米粮仓、粮食仓储设备产品报价、参数、图片等商品信息,如需进一步了解 钢板库、立式玉米粮仓、玉米粮仓、粮食仓储设备,请与我们厂家直接联系,请在联系时说明是在什么地方看到这条商机的,我们将给予您大的优惠。








 扫一扫
扫一扫